
- 锅炉除氧器系列
- 解析除氧器|全自动解析除氧器
- 真空除氧器|常温水除氧器
- 双级真空除氧器|无头除氧器
- 真空电化学除氧器|全自动除氧器
- 旋膜式除氧器|热力除氧器
- 除氧器水封,除氧器溢流水封装置
- 三位一体真空电化学除氧器
- 热力除氧器
- 旋膜式除氧器
- 真空除氧器
- 大气式除氧器
- 低位旋膜式除氧器
- 锅炉除氧器
- 板框式滤油机系列
- 高精度滤油机|液压油高精度滤油机
- 透平油真空滤油机|绝缘油真空滤油机
- 润滑油真空滤油机|高效真空滤油机
- 板框式加压滤油机|板框式压力滤油机
- 真空滤油机|双级真空滤油机
- 加药装置系列
- 锅炉加氨装置|智能加氨装置
- 循环水加药装置|锅炉加药装置
- 磷酸盐加药装置|全自动加药装置
- 胶球清洗系列
- 旋转式二次滤网|电动二次滤网
- 循环水过滤器|自动反冲洗过滤器
- 胶球清洗装置|凝汽器清洗
- 中空调胶球清洗装置(中央空调蒸发器)
- 胶球清洗循环水二次滤网
- 冷凝器自动在线清洗装置
- 全自动胶球清洗装置
- 胶球清洗装置胶球泵
- 胶球清洗装置装球室
- 胶球清洗装置收球网
- 凝汽器胶球清洗装置
- 锅炉消音器系列
- 风机消音器|罗茨风机消声器
- 柴油发电机排气消音器|柴油机消声器
- 小孔型消音器
- 锅炉吹管消声器
- 真空泵消音器
- 抗喷阻式消声器
- 锅炉排气消音器
- 锅炉管道消音器
- 锅炉安全阀消音器
- 蒸汽消音器
- 锅炉消音器
- 工业滤水器系列
- 自动反冲洗滤水器|自动过滤器
- 精密过滤器|精密激光打孔过滤器
- 工业滤水器|电动工业水过滤器
- 快开盲板过滤器|快开蓝式过滤器
- 循环水过滤器|全自动排污过滤器
- 手动滤水器
- 电动滤水器
- 全自动滤水器
- 热网除污器
- 管道排污滤水器
- 工业滤水器
- 旋转反冲洗滤水器
- 其它系列
- 汽液两相流疏水器
- 取样冷却器(汽、水)
- 管式冷油器|汽轮机冷油器
- 飞灰等速取样器|煤粉自动取样器
- 汽液两相流自动调节液位装置
- 热网除污器|管道除污器



旋膜式除氧器
热力除氧器
低位旋膜式除氧器
高压除氧器 、
、
热力旋膜式除氧器
锅炉除氧器
旋膜式除氧器除氧头
热力式除氧器
真空除氧器
锅炉消音器|锅炉消声器结构特点
锅炉消音器|锅炉消声器工作原理
蒸汽消音器|蒸汽消声器厂家
蒸汽消音器|蒸汽消声器安装用途
安全阀消音器|安全阀消声器结构特点
风机消音器|风机消声器厂家
柴油机消音器|柴油机消声器工作原理
真空泵消音器|真空泵消声器安装用途
真空泵消音器|真空泵消声器压力温度材质
管道消音器|管道消声器结构特点
小孔消音器|小孔消声器厂家
排气消音器|排气消声器安装用途
放散消音器|放散消声器结构特点
吹管消音器|吹管消声器工作原理
旋膜式除氧器厂家安装用途
真空除氧器结构特点
热力除氧器工作原理
三位一体真空电化学除氧器工作原理
解析除氧器厂家安装用途
全自动滤水器工作原理
电动滤水器厂家安装用途
手动滤水器厂家安装用途
工业滤水器厂家安装用途
工业滤水器结构特点
反冲洗滤水器工作原理
二次滤网结构特点
全自动除污器厂家安装用途
电动排污过滤器厂家安装用途
胶球清洗装置结构特点
凝汽器胶球清洗装置厂家安装用途
冷凝器自动在线清洗装置工作原理
海绵胶球厂家使用用途
剥皮胶球使用特点
金刚砂胶球清洗原理
循环水胶球泵结构特点
取样冷却器厂家安装用途
煤粉取样器结构特点
煤粉取样器工作原理
飞灰取样器结构特点
列管式冷油器工作原理
射水抽气器厂家安装用途
汽液两相流疏水器工作原理
真空除氧器溶解氧超标的原因分析与解决措施
在现代火力发电厂中,为了避免锅炉、管道、设备高温腐蚀,保证管道和设备的使用寿命,对锅炉给水的含氧量有严格的要求。我公司热电厂#1、#2热力真空除氧器采用喷雾填料式,#3采用旋膜式真空除氧器。
一、问题的提出
热电厂目前使用的三台真空除氧器中,#1、#2真空除氧器是喷雾填料式真空除氧器,型号为150t/h喷雾填料式,设计技术参数如表1:
表1
|
名参 |
称数 |
内部压力0.02MPa |
内部温度104℃ |
进水温度 ~30℃ |
加热蒸汽压力0.2~0.4MPa |
加热蒸汽温度250℃ |
溶解氧含量 5~15μg/L |
02年以来,石化公司为了充分利用余热,夏秋两季将热电厂无盐水用余热加热后反供到热电厂真空除氧器,温度在60℃~80℃,有时达90℃。无盐水的温度的提高对于热力真空除氧器理应有利于化补水尽快达到饱和,溶解于水中的空气易于逸出,然而,在温度升高的同时,真空除氧器的化补水进水量却随着外供蒸汽量的减少而减少,每台真空除氧器的平均补水量只有30t/h左右,此时的真空除氧器溶解氧含量出现严重招标,有时达到50μg/L。以下是03年和04年5月至7月真空除氧器运行报表含氧量平均统计表:表2
|
|
#1真空除氧器 |
#2真空除氧器 | ||||
|
名称 |
含氧量检测总次数 |
不合格次数 |
不合格率 |
含氧量检测总次数 |
不合格次数 |
不合格率 |
|
5月 |
384 |
84 |
21.88% |
384 |
98 |
25.52% |
|
6月 |
360 |
59 |
16.39% |
360 |
53 |
14.72% |
|
7月 |
|
04年停用 |
|
372 |
45 |
12.1% |
从表2可以看出,#1、#2含氧量的不合格率远远大于2%的要求指标,特别是提高化补水温度的初期,后期随着运行人员的不断调整和经验的积累有所改善,但仍距运行指标差距甚远,这就说明真空除氧器内部结构存在问题,导致#1、#2真空除氧器含氧量严重超标,严重影响电厂的安全、经济运行。
真空除氧器原因分析:
1. 真空除氧器给水雾化效果不佳。空气分压力能否减少还与空气是否快速排出真空除氧器有关,因此要保持真空除氧器效果须达到以下条件:
(1) 进水雾化后与蒸汽充分接触,快速达到饱和;
(2) 空气从水中逸出的时间充足;
(3) 空气能及时顺利逸出;
若上述条件有一条不满足,都可能导致除氧恶化。这些条件也是各种类型真空除氧器结构改进是不断追求的理想目标和运行时要注意的问题。在这三个条件中,我们反复的分析认证,并在现场反复调整试验,认为一个条件不能满足,理由是:
(1) 化补水温度的提高对除氧和节能有利,但不能过高,经实际证明,较好温度应控制在60℃~70℃,若高于80℃,运行难于控制且不合格率升高,这是因为真空除氧器的进水除化补水外,还有其他几路进水(凝结水、高加疏水、锅炉疏水),化补水水温过高必将引起加热蒸汽的减少,所有进水难以达到饱和温度,含氧量一定不合格。所以,在以后的运行中均控制在80℃以下。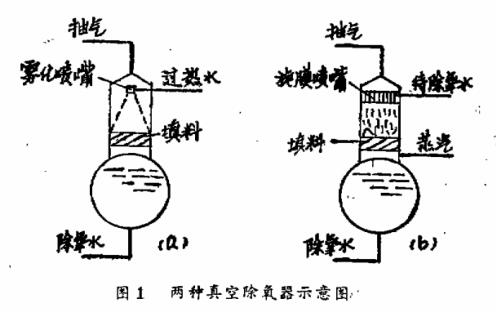
(2)化补水的进水量太小。真空除氧器的设计能力为150t/h,除其他几路进水外,正常的化补水进水量应当在80~100v/h,而我厂夏季运行真空除氧器的化补水进水量却随着外供蒸汽量的减少而减少,每台真空除氧器的平均补水量只有30/h左右,鲜而易见,在其内部同数量的雾化喷头上是不能保证基本压力而形成有效喷雾的,只能形成小水流柱,而水柱又不能与蒸汽充分接触,使其快速达到饱和,这是造成夏季运行时真空除氧器在化补水进水量过小,含氧量不合格主要的原因。因此,必须改造其内部配水结构,才能得以解决。![]()
2.安全装置不符规范。三台真空除氧器均属于低压大气式真空除氧器,两台锅炉连排扩容器的汽化排汽进人真空除氧器的汽平衡母管,运行压力为0.02~0.04Mpa,问题是所配11只安全装置都是弹簧式安全阀,自热电厂投产以来,安全阀定值严重超标。按照安全规定,安全阀定值为0.04*1.25=0.05Mpa,而实际上均超过0.1MPa(03年台账):
原因分析:造成安全阀定值偏大的主要原因是要求的定表3值量过小,弹簧的预紧力不足,阀板不能被有效的提起而起到密封作用,只有往高定值,属于不得已而为之,且市场上根本购买不到合适的安全阀。由于定值超过标准过多,真空除氧器运行安全得不到保证,为消除此安全隐患,经多次考察认证,可行的方案是加装水封管,以替代目前的弹簧式安全阀。
二、真空除氧器解决措施
|
设备名称及安装部位 |
#1真空除氧器水箱 |
#1真空除氧器除氧头 |
#2真空除氧器水箱 |
#2真空除氧器除氧头 |
#3真空除氧器水箱 |
#1连排扩容器 |
#2连排扩容器 |
|
数量*通径 安全阀定值MPa |
2*DN150 0.17 0.16 |
1*DN80 0.19 |
2*DN150 0.15 0.16 |
1*DN80 0.18 |
1*DN150 0.1 |
2*DN150 0.095 0.096 |
2*DN150 0.1 0.1 |
保持原喷头数量不变(17只),均布于双环管上。
2. 加装水封管,取代弹簧式安全阀。
(1) 每台真空除氧器制作一组U型水封管,水柱高度按0.05MPa计算为5米水柱。水封管固定于临近的汽机厂房“B”排柱上,详见上图。
(2) #1、#2真空除氧器:去除除氧头DN80安全阀,去除水箱一只DN150安全阀,接口与水封连接;水箱另一只安全阀接口用盲板封死,水封排气利用原安全阀排气管,以减少工作量。#3真空除氧器只有水箱一只安全阀,接口与水封联接,水封排气利用原安全阀排气管。
(3) #1、#2连排扩容器的四只安全阀均去除,安全阀接口用盲板封死。
三、真空除氧器实际应用情况及经济效益
![]() (1)加装水封管工作于03年5月完成,运行一年多来,一劳永逸,安全可靠。不仅减少的安全阀校检时系统的切换操作量和不安全因素,每年还节省11只安全阀的校检费用和工本费。
(1)加装水封管工作于03年5月完成,运行一年多来,一劳永逸,安全可靠。不仅减少的安全阀校检时系统的切换操作量和不安全因素,每年还节省11只安全阀的校检费用和工本费。
(2)内部配水结构的改造于04年8月完成,通过8―10月的低进水量运行检验,效果十分良好,易于控制,溶解氧合格率达到98%以上,若运行系统无较大波动可水封、滤水器安装示意图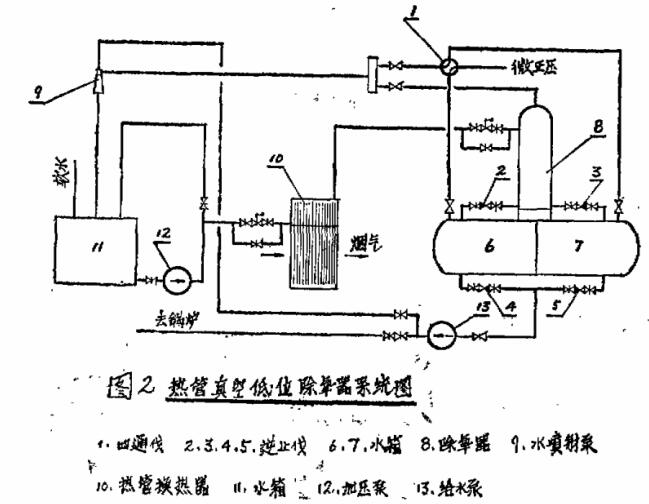
1.真空除氧器内部配水结构的改造。
(1)割除原树形结构,改为双环管结构;一路进水(DN150),改为两路进水(DN100),并分别装控制阀门。当进水量不足40th时,一路进水,大于40t/h时两路进水,从而有效地保证进水管的压力形成雾化效果。
表4达100%,大于原设计要求。它的改造成功大大减轻了锅炉、蒸汽管道、主给水管道的氧腐蚀,提高了使用寿命,其经济效益是相当可观的。
(2)除氧效果明显提高,由于溶解氧不合格主要集中在真空除氧器负荷较低的4―6月这段时期。
|
时间 |
4月 |
5月 |
6月 |
4月 |
5月 |
6月 |
|
溶解氧量大值 (μg/L) |
溶解氧量大值 (μg/L) |
溶解氧量大值 (μg/L) |
溶解氧量平均值 (μg/L) |
溶解氧量平均值 (μg/L) |
溶解氧量平均值 (μg/L) | |
|
03年 |
50 |
40 |
30 |
30 |
|
|
|
04年 |
40 |
30 |
|
30 |
|
|
|
05年 |
15 |
10 |
10 |
10 |
10 |
5 |
从表4可以看出,经过改造,在真空除氧器负荷波动较大的时期,除氧效果完全满足锅炉给水要求,大大减轻给水管线以及加热器设备的氧腐蚀危害。
经过一年多运行,真空除氧器运行良好,尤其是04年11月公司装置扩建以后,冬季高负荷350/h工况下,以及05年5月低负荷2t/h工况下,除氧效果明显,均达到10μg/L以下。解决了近几年困扰给水、除氧运行人员的难题。