
- 锅炉除氧器系列
- 解析除氧器|全自动解析除氧器
- 真空除氧器|常温水除氧器
- 双级真空除氧器|无头除氧器
- 真空电化学除氧器|全自动除氧器
- 旋膜式除氧器|热力除氧器
- 除氧器水封,除氧器溢流水封装置
- 三位一体真空电化学除氧器
- 热力除氧器
- 旋膜式除氧器
- 真空除氧器
- 大气式除氧器
- 低位旋膜式除氧器
- 锅炉除氧器
- 板框式滤油机系列
- 高精度滤油机|液压油高精度滤油机
- 透平油真空滤油机|绝缘油真空滤油机
- 润滑油真空滤油机|高效真空滤油机
- 板框式加压滤油机|板框式压力滤油机
- 真空滤油机|双级真空滤油机
- 加药装置系列
- 锅炉加氨装置|智能加氨装置
- 循环水加药装置|锅炉加药装置
- 磷酸盐加药装置|全自动加药装置
- 胶球清洗系列
- 旋转式二次滤网|电动二次滤网
- 循环水过滤器|自动反冲洗过滤器
- 胶球清洗装置|凝汽器清洗
- 中空调胶球清洗装置(中央空调蒸发器)
- 胶球清洗循环水二次滤网
- 冷凝器自动在线清洗装置
- 全自动胶球清洗装置
- 胶球清洗装置胶球泵
- 胶球清洗装置装球室
- 胶球清洗装置收球网
- 凝汽器胶球清洗装置
- 锅炉消音器系列
- 风机消音器|罗茨风机消声器
- 柴油发电机排气消音器|柴油机消声器
- 小孔型消音器
- 锅炉吹管消声器
- 真空泵消音器
- 抗喷阻式消声器
- 锅炉排气消音器
- 锅炉管道消音器
- 锅炉安全阀消音器
- 蒸汽消音器
- 锅炉消音器
- 工业滤水器系列
- 自动反冲洗滤水器|自动过滤器
- 精密过滤器|精密激光打孔过滤器
- 工业滤水器|电动工业水过滤器
- 快开盲板过滤器|快开蓝式过滤器
- 循环水过滤器|全自动排污过滤器
- 手动滤水器
- 电动滤水器
- 全自动滤水器
- 热网除污器
- 管道排污滤水器
- 工业滤水器
- 旋转反冲洗滤水器
- 其它系列
- 汽液两相流疏水器
- 取样冷却器(汽、水)
- 管式冷油器|汽轮机冷油器
- 飞灰等速取样器|煤粉自动取样器
- 汽液两相流自动调节液位装置
- 热网除污器|管道除污器



旋膜式除氧器
热力除氧器
低位旋膜式除氧器
高压除氧器 、
、
热力旋膜式除氧器
锅炉除氧器
旋膜式除氧器除氧头
热力式除氧器
真空除氧器
锅炉消音器|锅炉消声器结构特点
锅炉消音器|锅炉消声器工作原理
蒸汽消音器|蒸汽消声器厂家
蒸汽消音器|蒸汽消声器安装用途
安全阀消音器|安全阀消声器结构特点
风机消音器|风机消声器厂家
柴油机消音器|柴油机消声器工作原理
真空泵消音器|真空泵消声器安装用途
真空泵消音器|真空泵消声器压力温度材质
管道消音器|管道消声器结构特点
小孔消音器|小孔消声器厂家
排气消音器|排气消声器安装用途
放散消音器|放散消声器结构特点
吹管消音器|吹管消声器工作原理
旋膜式除氧器厂家安装用途
真空除氧器结构特点
热力除氧器工作原理
三位一体真空电化学除氧器工作原理
解析除氧器厂家安装用途
全自动滤水器工作原理
电动滤水器厂家安装用途
手动滤水器厂家安装用途
工业滤水器厂家安装用途
工业滤水器结构特点
反冲洗滤水器工作原理
二次滤网结构特点
全自动除污器厂家安装用途
电动排污过滤器厂家安装用途
胶球清洗装置结构特点
凝汽器胶球清洗装置厂家安装用途
冷凝器自动在线清洗装置工作原理
海绵胶球厂家使用用途
剥皮胶球使用特点
金刚砂胶球清洗原理
循环水胶球泵结构特点
取样冷却器厂家安装用途
煤粉取样器结构特点
煤粉取样器工作原理
飞灰取样器结构特点
列管式冷油器工作原理
射水抽气器厂家安装用途
汽液两相流疏水器工作原理
旋膜式除氧器水位不稳定原因分析及注意事项?

旋膜式除氧器水位不稳定原因分析及注意事项?介绍了一起1000MW超超临界机组因处理旋膜式除氧器水位变送器接头漏水,引起旋膜式除氧器水位不稳定
信号,导致旋膜式除氧器及辅汽联箱进汽切除的异常事件经过,分析了该起异常事件的原因,制定了相应的防范措施,
为防范同类故障提供参考。
某电厂2号机组汽轮机采用汽轮机厂生
产的型号为N1000-25/600/600超超临界、一次中
间再热、冲动式、单轴、四缸四排汽、双背压、凝
汽式汽轮机。主给水系统配置2台50%容量的汽
动给水泵,另配置1台30%容量的电动定速给水泵,
作为机组的备用泵。旋膜式除氧器型号为GC-2000/GS-
235,卧式布置。DCS采用
集散控制系统,实现工艺系统的全过程控制。
事件经过,2号机组负荷744MW,汽机跟
随方式,主汽压力为24.49MPa,2A.2B汽动给
水泵运行,2B,2C,2D,2E,2F磨煤机制粉系统
运行,总燃料量为366.48t/h,总风量为2841t/h,
旋膜式除氧器水位为1913.3mm。
当日运行人员监盘发现2号机除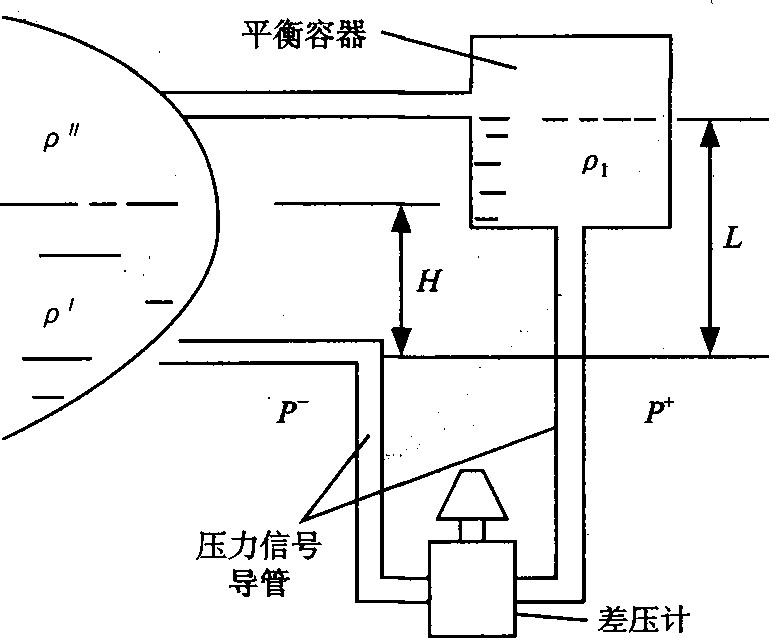
氧器3号水位测点波动,通知维护人员查找原因。维护人员检查发现旋膜式除氧器3号水位
变送器三阀组正压侧与取样管接头漏水,导致除氧
器3号水位测点波动。维护人员将3号水位变送器修正后
信号强制为当前值2150mm,并与运行人员到2
号机旋膜式除氧器平台处理旋膜式除氧器3号水位变送器正压侧
漏水缺陷。
运行人员关闭旋膜式除氧器3号水位变送
器一次门,旋膜式除氧器3号水位变送器原始水位信号大幅波动。旋膜式除氧器水位变送器1号和旋膜式除氧器水位测量原理。
旋膜式除氧器水位测量采用典型的单室平衡容器差压式水位测量方式,水位的测量通过水位的高低信号转换为差压信号来实现。如图1所示,正压侧管路从平衡容器中引出,负压侧管路从旋膜式除氧器水侧连通]号水位测点突然上升至3606mm,旋膜式除氧器水位高三值触发,四段抽汽电动门、四段抽汽逆止门A、四段抽汽逆止门B联关,旋膜式除氧器溢流电动门联开。
打开旋膜式除氧器水位3号变送器一次门。由于当时没有分析清楚事故原因,维护人员没有释放强制。打开1号小机调试及用汽门、2号小机调试及用汽门,将辅汽联箱蒸汽压力调节门开至55%,打开四段抽汽电动门、四段抽汽逆止门A、四段抽汽逆止门BO四段抽汽正常供汽,辅汽联箱蒸汽压力调节门关至0。
3月24日,电厂组织各相关业召开事故分析会并讨论处理方案,就地查看旋膜式除氧器水位测量变送器连接管路。由于变送器有相互连接的管路,且被保温层包裹,因此扒开管路的所有保温层,发现相互连接的管路之间有处于打开状态的手动阀。经相关业讨论,在现场按照以下处理方案进行操作。
l)在DCS上强制2号机组旋膜式除氧器3个差压水位计修正后的测量值,并退出旋膜式除氧器上水调节阀自动(含旁路阀自动)、凝结水泵变频调节自动。
2)在缓慢关闭3个平衡容器连通管手动阀后,观察旋膜式除氧器原始水位正常无波动。
3)按照正常顺序退出3号变送器,并更换3阀组。
4)投人3号水位变送器,观察接头处有无漏水,观察1号和2号原始水位有无异常,释放强制投人旋膜式除氧器上水调节阀自动(含旁路阀自动)、凝结水泵变频调节自动。
5)待3号原始水位正常,释放3号水位强制占旋膜式除氧器水位测量正常。
旋膜式除氧器水位事件原因分析
管中引出。单室平衡容器水面高度是一定的,当水面增高时,水便通过汽侧连通管溢流人旋膜式除氧器爹当水面降低时,由蒸汽冷凝成水来补充。因此,当平衡容器中水的密度一定时,正压侧压力为定值,负压侧管路与旋膜式除氧器水侧连通,水位高低的变化直接反映了负压侧压力的变化。
图1单室平衡容器差压液位计测量原理
单室平衡容器的输出差压为:AP=P+―P-=LPlg―[Hp/g+(L―H)p"g]在平衡容器的结构一定、旋膜式除氧器内压力一定的条件下,平衡容器的输出差压^尸与旋膜式除氧器水位H成线性关系,即平衡容器的输出差压^P越小,旋膜式除氧器水位H越高。
旋膜式除氧器水位直接原因分析
旋膜式除氧器水位测量变送器管路设计存在不合理之处。如图2所示,3个水位变送器平衡容器汽侧有相互连接的管路,管路上有3个处于打开状态的手动阀门,且3套水位测量装置不相互独立。当关闭旋膜式除氧器3号水位变送器正压侧一次门V―2后,3号平衡容器内的压力突然波动,导致旋膜式除氧器3号水位变送器原始水位信号大幅波动。由于1,2号变送器正压侧取样平衡容器与3号平衡容器连通,当3号平衡容器内的压力突然波动时,1,2号变送器正压侧取样平衡容器内的恒定压力及输出差压也发生波动,出现了虚假测量。当1,2号水位测点测量值突然上升至3606mm时,旋膜式除氧器水位高三值触发,四段抽汽电动门、四段抽汽逆止门A、四段抽汽逆止门B联关,旋膜式除氧器溢流电动门联开。这是此次事件的直接原因。
可知,旋膜式除氧器水位开关量信号H,HH,HHH都没有触发过,且旋膜式除氧器水位在打开3号变送器一次门后能迅速恢复正常,因此可以判断旋膜式除氧器水位并没有真正升高,1号和2号变送器水位测量反映的是水位不稳定,出现水位不稳定的原因是正压侧平衡容压力降低。
由于旋膜式除氧器水位变送器相互连接的管路谭保温层包裹,并且相互连接管路的连通阀门也被包裹在保温层内,导致运行及维护人员未能正确判断管路结构,也未能在关闭3号水位变送器一次门时采取正确措施。这是造成1号和2号变送器水位测量值升高的根本原因。
旋膜式除氧器水位间接原因分析
1)维护人员、运行人员在工作前对系统状况不清楚,隔离措施不到位,没有做好异常情况下的事故预想和具体的防范措施。
2)旋膜式除氧器水位变送器管路设计不合理。3个水位变送器汽侧平衡容器引压管管路互相连接,未达到完全独立,不符合技术监督细则和《防止电力生产事故的二十五项重点要求及编制释义》要求,即汽包水位测量中3台差压变送器信号取样系统,一次门前必须保证至少有2套取样点彼此之间相互独立爹一次门后(包括一
旋膜式除氧器水位防范措施
1)在机组运行时暂时关闭旋膜式除氧器3个水位变送器相互连通的阀门,并列人技改计划爹终将这3个连通阀门取消,彻底隔绝水位变送器之间的关联,保证3只变送器的引压管路及一次门彼此之间完全独立。
2)电厂各部门要严格执行“两票三制",应用好HSE(健康、安全和环境管理体系)提升工具,开好工前会,做好危险因素分析,并开展相应的危险预知培训,制作安全警戒卡,做好经验反馈。
3)举一反三,对其他带保护的设备进行全面排查,认真落实整改,杜绝类似问题的再次发生。加强技术监督管理和设备日常巡检,重点检查影响机组安全的设备。